Today, I would like to talk about “Productivity Improvement” through Gemba Kaizen (workplace improvement).
In short, productivity improves significantly by correctly identifying and improving the “bottleneck.”
Conversely, if you misidentify the bottleneck, no matter how much you improve other areas, you will not see results.
In manufacturing, we manage “Safety, Quality, Delivery, and Productivity” (SQDP) as management indicators to efficiently utilize management resources: “Man, Material, and Money.” Among these, productivity is a crucial indicator directly linked to profit, but the approach to improvement varies greatly depending on the type of process.
1. Improvement Approaches: Single vs. Continuous Processes
First, in a **single process**, improvements are made in the order of “Man → Method → Machine.” This means starting with “human” improvements, such as eliminating waste in work and establishing standard work. Next, we review “methods,” such as layout and jigs/tools, and finally, we consider capital investment for “machines,” such as automation or high-speed upgrades.
On the other hand, for a **continuous process (line production)**, the thinking changes. We proceed in the order of “Bottleneck → Flow → Synchronization → Individual Improvement.” In other words, you must improve based on total optimization, starting from the point that is stopping the overall flow.
2. Improving the Bottleneck to Boost Overall Line Performance
The most critical factor here is “eliminating the bottleneck.”
A bottleneck is not the “busiest process,” but rather the “process that most constrains the overall flow.” It is important to judge by “flow volume” rather than apparent business. For example, when comparing work times for each process, the process that takes the most time determines the overall production capacity. Improving this specific process will significantly boost the capacity of the entire line.
However, a bottleneck is not just the problem visible on the surface; you must look at the “root cause” behind it. In many workplaces, attention tends to go to processes with many troubles or those that look busy, but in reality, delays or variations in the preceding process are often the cause.
So, how do we reach the root cause? This is where the “right perspective and system” become vital.
3. The “Right Perspective and System” to Reach the Root Cause

First, we break down the problem using the **”4M” perspective (Man, Machine, Material, Method)**. From a “Man” standpoint, we check for skill gaps or uneven workloads; for “Machine,” we check downtime frequency and setup times; for “Material,” supply stability; and for “Method,” waste in procedures or the presence of standardization. This clarifies the structure of the problem.
Next is **”Visualization (Mieruka).”** By thoroughly implementing **5S** (Sort, Set in order, Shine, Standardize, Sustain), we create a state where abnormalities are immediately obvious. 5S is not just a beautification activity; it is a system to increase the speed of problem discovery. Furthermore, by utilizing digital technologies like IoT, you can grasp the operating status and reasons for stoppage as data, allowing for decisions based on facts rather than assumptions.
Finally, there is **”Improvement (Kaizen).”** The basis of improvement is **ECRS** (Eliminate, Combine, Rearrange, Simplify).
*ECRS is an acronym for the four perspectives of operational improvement: Eliminate, Combine, Rearrange, and Simplify.
Eliminate unnecessary tasks, combine processes, review sequences or means, and simplify the work. The key is not to rely on capital investment immediately, but to first thoroughly eliminate waste. By automating only after eliminating waste and achieving high efficiency through manual work, you can also keep the investment costs low.
By correctly understanding the **Seven Wastes** (see illustration), your ability to identify problems, plan/implement improvements, and achieve results will improve dramatically.
4. Case Study
In a real-life case, it was known that there was significant waiting time in the post-processes of a certain manufacturing line, but because it wasn’t clear how to specifically improve it, it had been left unaddressed for a long time.
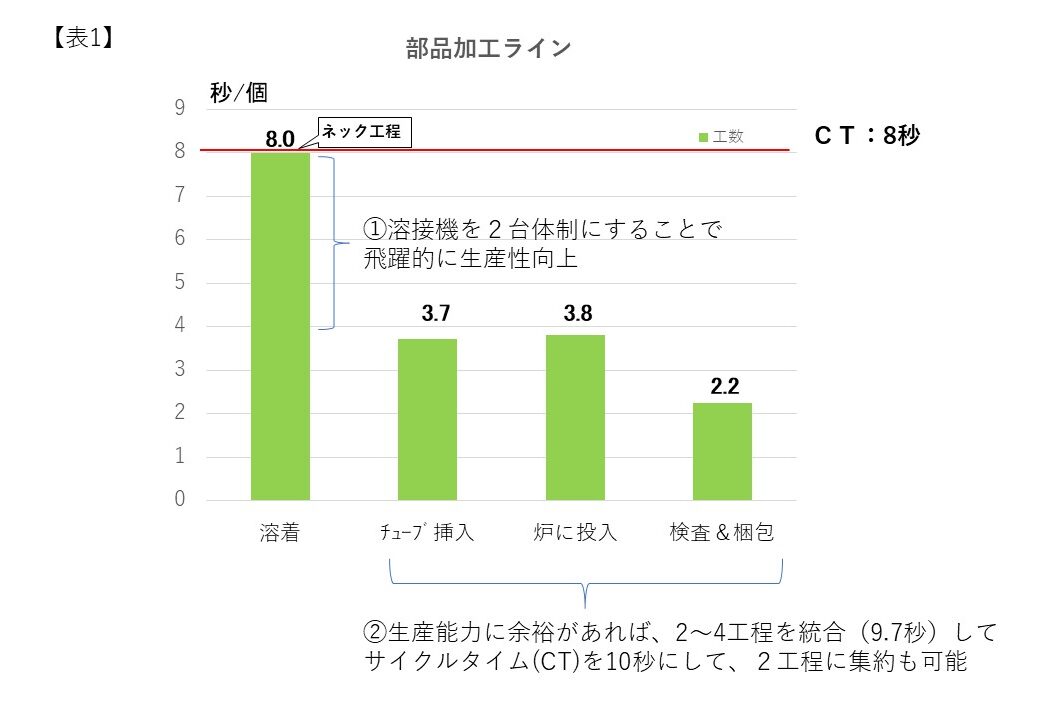
Looking at the man-hours per process in [Table 1], it is clear that the welding process is the bottleneck.
By graphing the data, the welding process is identified as the bottleneck, but the second-by-second waste that occurs every time is often overlooked. By improving this process (e.g., switching to a two-welder system), productivity improves exponentially. Also, if there is surplus production capacity, it is possible to combine 2 to 4 processes and consolidate them into two processes with a cycle time of, for example, 10 seconds.
There isn’t always just one “correct” answer for improvement, but it is crucial to choose a method by deciding on priorities (capacity increase, labor-saving, investment amount, etc.).
Finally, let me share an important point.
That is to “think in terms of total optimization, not partial optimization.” Speeding up only one process will only increase inventory and quality risks if other processes cannot keep up. Productivity improvement is not just about simple efficiency; it is about redesigning the entire flow.
Start by observing the shop floor to see “where the flow is stopping.” A bottleneck is not a problem; it is the entrance to improvement. By adopting this perspective, your workplace will definitely begin to change.
Furthermore, once you improve the first bottleneck, the next one will become visible. Continuous improvement is key.
Consultant Profile

Takeshi Kawabata
Former DENSO Corporation, Production Engineering Division.
Acquired and practiced the Toyota Production System (TPS) directly from Toyota Motor Corporation. Experienced in the construction of two new factories and the refurbishment of one existing factory. Successfully managed construction schedules and budgets as planned, realizing the rationalization of information and logistics from the factory entrance to the exit.
In charge of constructing what was then Japan’s largest factory at 120,000 m² in a single building.
▼ Click here for details on our overseas manufacturing support services
Overseas Production Site Support


