Warning: Undefined variable $term_item in /home/xs310862/genbakaizen.com/public_html/wp/wp-content/themes/understrap-child/functions.php on line 728
Warning: Undefined variable $term_item in /home/xs310862/genbakaizen.com/public_html/wp/wp-content/themes/understrap-child/functions.php on line 741
Factory diagnosis by our professional consultant will show you what and how to improve at a glance
Results
Issues that customers could not see or notice can be identified
Improvement plan that combines measures for the shop floor improvement and employees' awareness improvement
We received a request for a half-day factory diagnosis from an automobile parts maker, so we implemented a “simple factory diagnosis” and submitted the following report. Basically we only raise issues since the time is limited, but if it is decided to conduct consulting in the future, we will create a detailed improvement plan.
Productivity improvement
Human resource development
Purpose
Human resource developmentProfitability improvement
Industry
Automobile
1-1. Diagnosis report (5S)
No.
Category
Contents
1
Sorting out・Setting in order
Thigs are disorderly placed. (Especially defect products)
The location of placed things is unclear ⇒ There is a risk that different products or defective products will be mixed into non-defective products
2
Shining・Spic-and Span
The work area is clean, but there is some dust in the corners and on the shelves
They are dragging the floor when they move distribution boxes (made of plastic cardboard / cardboard). It is necessary to consider that the bottom of the box is scraped off by friction with the floor surface, and that dust and dirt are scattered or fall into the stacked lower boxes and carried to other divisions. As a factory of resin products, we cannot say handling of distribution boxes is good
Removal of dust and dirt is basically suction.
At the molding factory, they blow air into the distribution boxes and the partition plates in order to remove dust and dirt, but the outer bottoms and outer peripheries of the boxes are not blown. What happens to dust and dirt blown away by air? As a factory that handles resin products, it can be said the quality awareness is low.
3
Sustaining
Workplace is inactive. All answers to work-related questions are vague.
It is considered that this is caused by the lack of guidance on operation methods and precautions related to manufacturing. Once after supervisor gives instructions, everything is left to operators.
The location of placed things is unclear ⇒ There is a risk that different products or defective products will be mixed into non-defective products
1-2. Diagnosis report (Safety)
No.
Category
Contents
1
Safe work
Due to the product characteristics and operation contents, the occurrence of minor accidents, such as scratch, cannot be said “zero,” but any items to be raised as a problem cannot be confirmed at this stage.
1-3. Diagnosis report (Quality)
No.
Category
Contents
1
Awareness of defects
The most important issue in this diagnosis is that although quality issues are questioned by customers, there is no sense of crisis among managers, supervisors, and operators at manufacturing shop floor.
2
Actual status of countermeasures for defects is unclear
Regarding the defect details, there is a check sheet of the number of occurrences and the defective portion of bad raw materials, but there is no data on the details of how to deal with it.
※Making countermeasures against failures of purchased parts is difficult because there is a partner, and there is a sense in the workplace that there is no choice but to do what you can and do.
3
Not working hard to prevent outflow of defects to customers
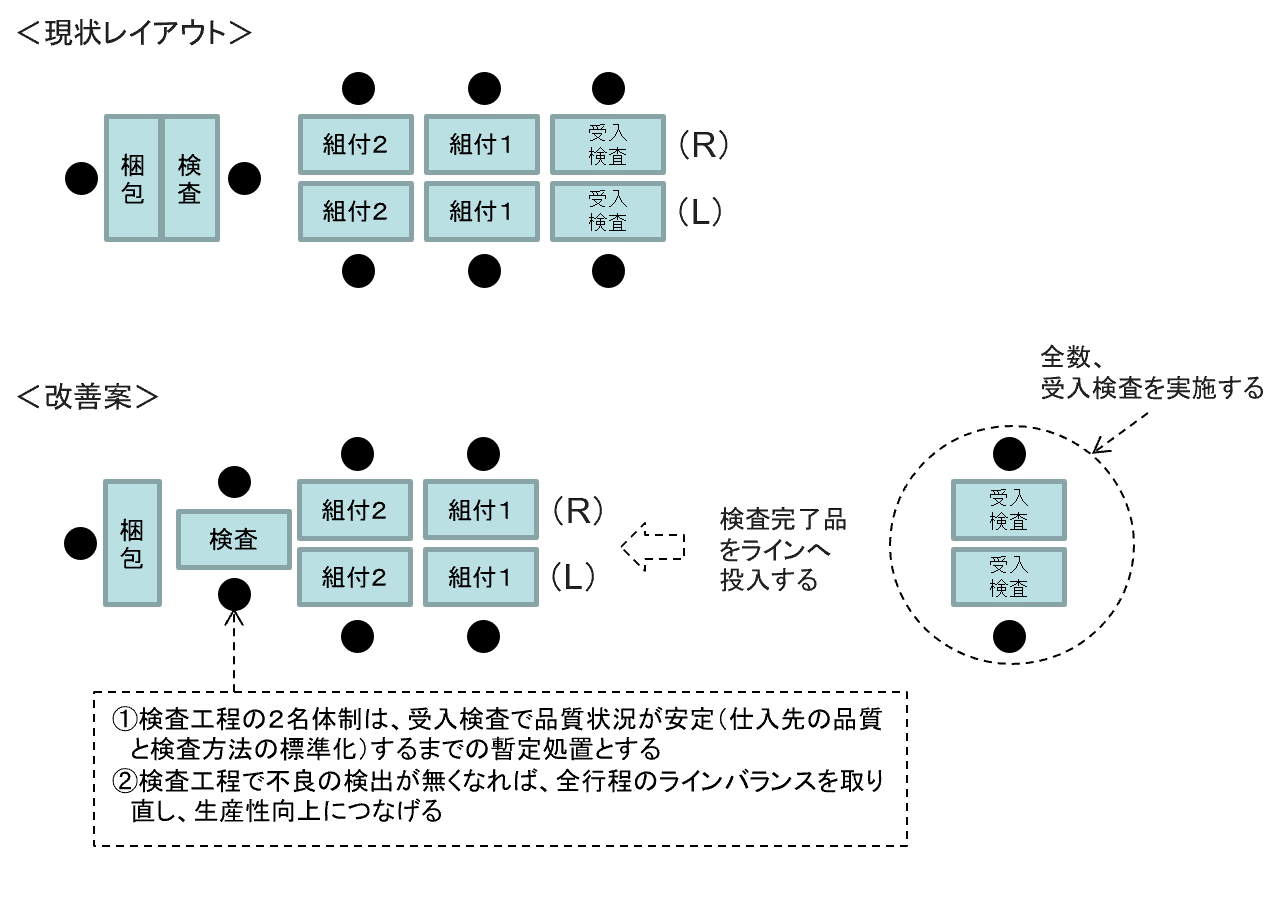
In the inspection before putting in the assembly line, they are struggling to find the failure of parts. However in the re-inspection after the completion of the assembly, a lot of defective products of the same contents are found.
※Managers and supervisors think this is because of personal reasons such as inexperience and ability differences and leave this situation.
4
Making countermeasures for early mastery and variation of operator’s skill is manager and supervisor’s work
It will increase operator’s skills that determining inspection procedures and checkpoints, setting standards for everyone to perform inspections using the same procedures and methods, and providing a chance of discussion for different points of check methods when defective parts overlooked in the receiving inspection before putting into the line and then those are found in the inspection after assembly is completed.
※Operators make judgement whether it is defect or not based on their feelings or consultation with their colleagues since a supervisor is not there, so the ability of operators will not increase. After they deal with one defect, they regard it as settled down.
5
If managers and supervisors are not in the manufacturing shop floor, it’s impossible to know the reality of workplace
Management means that you do not forget to check to prevent abnormalities. Checking is possible only when there is a mechanism to distinguish between the correct state and abnormal state by seeing Genchi (actual site), Genbutsu (actual item), and the current state.
When a defect occurs, a supervisor should deal with it as soon as possible, and it should be based on Genchi (actual site), Genbutsu (actual item), and the current state, same as management.
※In the operation method of the daily work at the workplace, in what state it is correct, and in what state you cannot identify abnormality? The worker is waiting and showing that something is wrong, but it is neglected.
6
Confusing inspection and sorting
The purpose of inspection is to find the cause from the results and make countermeasures to prevent the recurrence of the found cause. Quality will improve by the accumulation of detail data of failures, causes of occurrence, and countermeasures.
Inspection, which is currently referred to as the inspection process, is a sorting work to select good products from many products. As long as this work is continued, countermeasures for quality do not progress.
※Although we confirmed the data of the sorting work, we could not confirm the data of countermeasures and the data of how the current situation changed after the countermeasures.
7
No cooperation between inspection, quality assurance section, and manufacturing shop floor
The recruitment of regular employees in charge of quality is evaluated for their active attitude to take measures against defects. However, only reinforcing inspection and quality assurance section does not improve quality.
※The inspection and quality assurance section are assistants for the manufacturing shop floor, and quality should be ensured in the manufacturing shop floor.
1-4. Diagnosis report (Cost)
No.
Category
Contents
1
Cost awareness
Profit (company profit) could be plus or minus depending on how you manufacture products.
※As far as examining the current manufacturing shop floor, the cost awareness of managers and supervisors is not “0”, but is close to it.
2
Neglect of waste
When they undertook the job, they discussed how many minutes to make one set with sales person and started.
They say that the number of workers has increased significantly due to poor receiving parts and the outflow of defective products to customers, but this is just an excuse of managers and supervisors who do not see the shop floor.
※Most operators repeat work and waiting. However, supervisors do not recognize the necessity to find out the cause.
1-5. Diagnosis report (Delivery)
No.
Category
Contents
1
Keep delivery time
They ignore costs and keep delivery time. Managers and supervisors say that it is hard to do that, but it is a matter of course that every company must do. It will continue as long as quality and production are not stable.
※Manufacturing that ignores costs makes it difficult to find out the root cause of quality issue.
1-6. Diagnosis report (Manufacturing)
No.
Category
Contents
1
One set flow
One set flow is established when all of quality, quantity and delivery time are satisfied. If R is good, L is bad. This repeat disturbs the flow of products on the production line, and it disturbs the flow of operators. Disorder of operator’s flow makes it impossible to distinguish between normal and abnormal. If we cannot distinguish between normal and abnormal, they cannot take countermeasures. As a result, the production is left to the shop floor operators. Frequent failures increase cost. ※This is the current situation, and this situation is caused because managers and supervisors were not in the manufacturing shop floor and their motivation was not enough.
2
IE technology
The “Time measurement” and “Standardized work combination table” are tools for shop floor analysis, but advanced technique is required to master them, so managers and supervisors need an enthusiasm to “protect my workplace by myself” to utilize these tools.
The “Standardized work combination table” is a “tool for visual management of shop floor” that shows the actual situation of the shop floor on paper, and it can be utilized by understanding details such as operation contents and check points of the process created based on takt time. If they simply conduct the time measurement and making of the combination table because they are told to do so, they might be able to find some problems, but they can’t figure out improve measures. Making improvement measures requires deep understanding of the actual situation of the shop floor.
Currently the main task for them is to place a relief operator outside the line and support the delayed processes. The inspection process does not require any tools, jigs, nor fixed place, so support is possible. Assembly process does not have spare jigs and tools, and even if the takt is accelerated by the inspection support, the assembly process can be operated only with the specified takt. If materials are piled up before assembly, operators have to wait. If inspection delays, the assembly process has to wait, and if materials are accumulated before assembly, inspection process and relief operator have to wait, and its repeat is the current situation of their manufacturing.
There is no supervisor who always stay at the manufacturing shop floor
Have a supervisor who stay at the shop floor
3
Line leader
There is no line leader who always stay at the manufacturing shop floor
Have a line leader who stay at the shop floor
4
Shop floor operator
Appropriate test for operation has not been performed
Appropriate “visual inspection” test
“Work speed and accuracy” test
“Eye movement” training
2-2. Future issues and countermeasures (Line・Jig)
2-3. Future issues and countermeasures (Materials・Parts)
No.
Category
Issues
Countermeasures
1
A lot of quality defects
Defective products are delivered from supplier at receiving inspection
Ask supplier to strengthen their shipping inspection
ReqAir blow of paintinguest a failure analysis
Provide feedback on details of defects found during receiving inspection
Conduct training for suppliers
2
Air blow of painting
Air blow is operated next to the degreasing process and trash flies
Divide operation area
3
Control of material amount
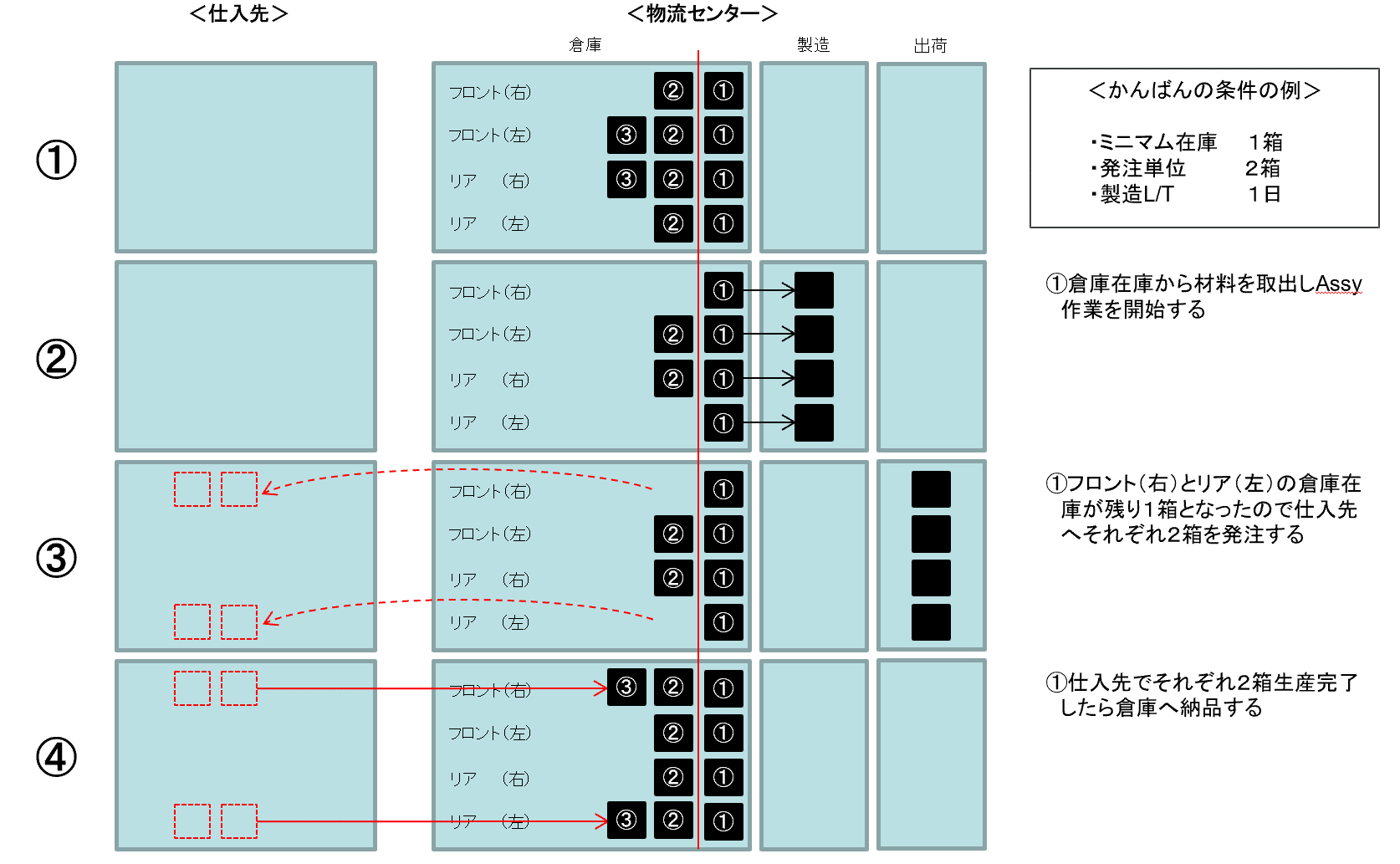
Depending on the production plan and quality situation of the supplier, the delivery amount of the four materials from supplier, front (left and right) and rear (left and right), is not unified, so sometimes the inventory amount of the four materials is insufficient.
Manage the inventory of the distribution center by the order point management (Kanban system), and order the insufficient materials to the supplier. In addition, by changing the ordering work of materials to Kanban system, even part-time worker can manage the inventory.
2-4. Future issues and countermeasures (Operation method)
No.
Category
Issues
Countermeasures
1
Illuminance management
Light illuminance and direction vary depending on the process
Unify the light environment
Keep 750lx
局Change to local part illumination
Consider reflection
2
Waiting
If there is a defective material, cycle time fluctuates and operators cannot work with the rhythm. This leads to a decreased concentration of workers, and make it difficult to ensure quality.
Perform quality inspection for all products at the receiving inspection and put only the acceptable products into the line.
3
When a defect is found
When a defect is found, everything is left to operators since there are no unified rules.
“Receiving inspection”
Write down the cause of a defect and defective portion
Report the situation to a group leader at fixed time.
“Assy1″・”Assy2″・”Inspection”・”Packing”
Stop the line and report to a line leader and group leader
Write down the cause of a defect and defective portion.
Receiving inspection staff and each operator share the defect information.
Move to repair area
4
Finger pointing and calling
Self-check is not performed at the end of work
Conduct finger pointing and calling, and confirm saying “Yoshi (=OK)!”
5
Through standardized work
Work procedures are different by each operator
Review standardized work and train operators thoroughly
Factory diagnostic specialist
Genba Kaizen Consultant
Akihiro Ito is active on the front line as a shop floor improvement consultant. He has improved a wide variety of large and medium-sized shop floors of over 300 companies in more than 12 countries in Japan and overseas, and has solved the problems of each shop floor every time. Based on his experience working on the production control system, he implements improvement activities in all processes of a factory such as sales, materials, production control, manufacturing, and outsourcing. In addition, he implements the improvement activities together with the people at the shop floor, make the culture of shop floor improvement rooted in the company, and realize quality improvement, productivity improvement and lead time reduction.
Consultants from major companies with experience in over 40 countries will respond. Please feel free to contact us.
Improvement experience of more than 1,500 companies in 40 countries
There must be the shop floor issues that cannot be solved by your own company alone. Improvements and reforms for manufacturing industry to survive, regardless of country or industry, need development of your human resources through practical experiences of improvement, and strengthening of your production system base.
REASON 2
Consulting that shop floor workers acknowledge our superiority and be pleased
In conventional consulting styles, there was a distance between consultant and the shop floor because it was promoted mainly consultant and management executives. Our consultant can provide a guidance without a distance between consultant and the shop floor through the guidance based on the “seeds of improvement” in a concrete way, instead of “finding fault” like a critic.
REASON 3
Continuous improvement will continue even after the end of guidance
While strengthening “human resource development”, we focus on the “overall flow” from design to purchasing, manufacturing, logistics, and production control, and provide guidance that matches the actual situation of your company. Continuous improvement will continue even after the end of guidance through the guidance that is acceptable to the shop floor workers.
Consultants from major companies with experience in over 40 countries will respond. Please feel free to contact us.