Cell production system (U-shaped line) is a production system that one or a few operators complete processing and assembly process of products in a small area.This production system is considered in order to produce multi-type small-quantity products chaper than line production (mass production).
It’s called “U-shaped line” or “Two straight line” because of its shape. The production system operated by one person is also known as “Single-stall”.
Solve these issues
with cell production system
ISSUE
3 points
for cell production system
FEATURES
-
1
Process separation
-
By separating the process (conveyor line), a smaller line and manpower savings are realized.
-
2
Line shape
-
In cell production, the basic process design is the U-shaped line.
-
3
Development of multi-skilled workers
-
The biggest issue of cell production is the development of multi-skilled workers.
Process (conveyor line) separation
The purpose of cell production system is to realize a small line for multi-type small-quantity production and manpower saving by separating a conveyor line which is suited for a mass production.
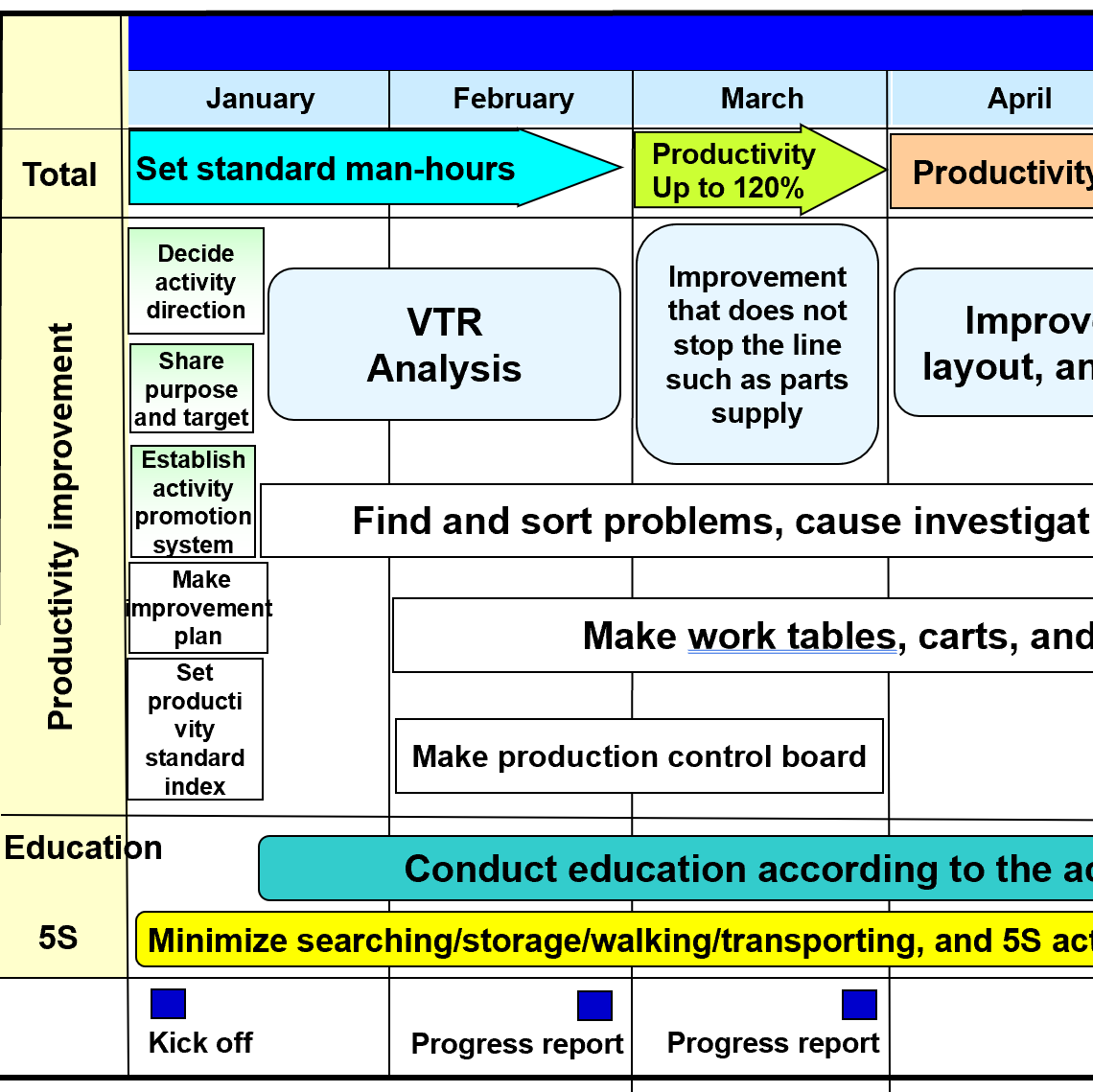
The procedures for line improvement are: 1) grasp the current situation, 2) deny the current situation, 3) pursue the purpose, 4) find waste, 5) analyze the causes of waste, 6) review a manpower saving line, and 7) implement.
We will build a system that you can manufacture with the smallest number of workers in response to order fluctuation.
Line shape
When you separate processes and redesign the line, the most important thing is a line balance. We design the shape of the line and each process to ensure the smooth flow of products.
As a result, U-shaped lines are often used as the shape of cell production, but if you make a U-shaped line without making the line-forming efficiency 100% at the design stage, it will surely not succeed.
This is because the U-shaped line design is not so difficult and is mistakenly thought to be easy to do.

Development of multi-skilled workers
Multi-skilled workers are necessary in order to realize cell production, so workers will need to learn multiple processes as opposed to the conventional work of remembering only one process.
The advantages of multi-skilled workers are: 1) Teamwork will be improved by teaching each other, 2) Since the work amount can be averaged, uneven workload on specific employees can be controlled, 3) Workers can set goals and increase motivation by learning new operations.
As disadvantages, it takes time to learn the operations, so in order to simplify the operations as much as possible, it is necessary to improve jigs, tools, and equipment in the process and to introduce Poka-yoke (error-proofing).
Consultants from major companies
with experience in over 40 countries will respond.
Please feel free to contact us.
If you are in a hurry, please call us.
(Japan time)
Except for Saturday, Sunday, holidays, Year-End and New-Year holidays
Cell production system specialist

ITO, Akihiro
Process improvement consultant
Akihiro Ito is active on the front line as a shop floor improvement consultant. He has improved a wide variety of large and medium-sized shop floors of over 300 companies in more than 12 countries in Japan and overseas, and has solved the problems of each shop floor every time. Based on his experience working on the production control system, he implements improvement activities in all processes of a factory such as sales, materials, production control, manufacturing, and outsourcing. In addition, he implements the improvement activities together with the people at the shop floor, make the culture of shop floor improvement rooted in the company, and realize quality improvement, productivity improvement and lead time reduction.
Case example of Genba Kaizen Consulting RESULTS

Acquired orders from two new customers
by improving quality.
We reduced most work-in-progress inventories and defective inventories, which were found throughout the factory, and reduced manpower, and now we almost no longer receive customer complaints that we had every month before. (Automobile industry / Plant manager)

Turn the factory into a showroom
in order to improve profitability
We improved 250 cases out of 300 cases pointed out by the 5S patrol conducted for one year. The factory was realized to be the showroom and also achieved cost reduction of 30 million yen per year. (Metal processing / Director)
Productivity Up to 169.6%
by 6 months of improvement activities
the Japanese president decided to outsource a shop floor improvement consulting to have their shop floor checked, and asked us, Hirayama Consulting.(Auto parts manufacturer/Managing director)
3 reasons why we are chosen REASON

REASON 1
Improvement experience of
more than 1,500 companies in 40 countries
There must be the shop floor issues that cannot be solved by your own company alone. Improvements and reforms for manufacturing industry to survive, regardless of country or industry, need development of your human resources through practical experiences of improvement, and strengthening of your production system base.

REASON 2
Consulting that shop floor workers
acknowledge our superiority and be pleased
In conventional consulting styles, there was a distance between consultant and the shop floor because it was promoted mainly consultant and management executives. Our consultant can provide a guidance without a distance between consultant and the shop floor through the guidance based on the "seeds of improvement" in a concrete way, instead of "finding fault" like a critic.

REASON 3
Continuous improvement will continue
even after the end of guidance
While strengthening "human resource development", we focus on the "overall flow" from design to purchasing, manufacturing, logistics, and production control, and provide guidance that matches the actual situation of your company. Continuous improvement will continue even after the end of guidance through the guidance that is acceptable to the shop floor workers.
